Global EMC continues to be part of the JOSCAR accreditation.
Global EMC continues to be part of the JOSCAR accreditation.

Developing and improving how we operate our supplier pre-qualification process is one of the keyways to assisting with the procurement process with Global EMC.
We look to make our supply chain management and compliance as simple as possible during the pre-qualification process.
To assist us with this, being on the JOSCAR accreditation gives each buyer the confidence and ability to easily and safely purchase through Global EMC.

NEW RF Shielded Room in the UK
New Shielded Room in the UK
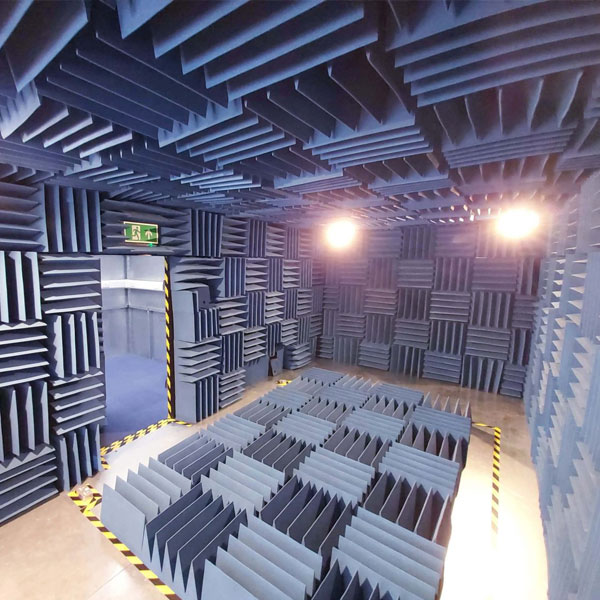
Global EMC have completed another RF shielded room (Faraday cage) in the United Kingdom. The multi-functional RF room shall be used for variety of uses including conductive testing, inert RF environment as well as an education and experimentation facility. The shielded room of external dimensions 6.0m (L) x 4.2m (W) x 3.0m (H) effortlessly integrated into the host building to provide a suitable and attractive external finish for the environment it was installed in. The shielding was independently tested and exceeded -100dB of shielding from 100 kHz to 18 GHz and greater than -65dB all the way down to 10 kHz..


The facility was provided with a penetration panel providing connection from the external host building to inside the room in a convenient and controlled manor. Precision connectors where used and optical fibre and data waveguides also provided. This ensured the client had not only the required connectivity currently but also future proofed the facility going forward.
The easy to open manual swing door provided access into the shielded room whilst maintaining the high levels of required shielding. Low maintenance low friction door furniture means the door is both practical and easy to maintain for the user.
Internally the room benefits from a high aesthetic “office style” finish. This provides a comfortable environment for staff to work inside. This includes a suspended ceiling, raised false floor and melamine boarded walls. Creating a decorative, functional and durable finish to the room.


TII Unveils the Arab World’s First Electromagnetic Compatibility Labs
TII Unveils the Arab World’s First Electromagnetic Compatibility Labs
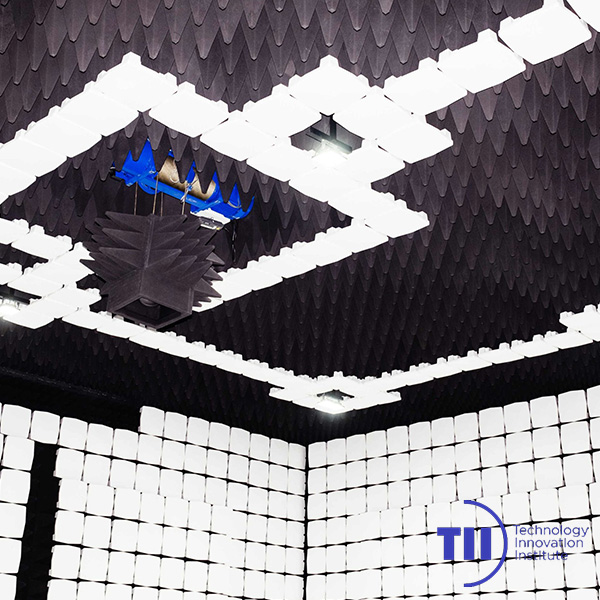
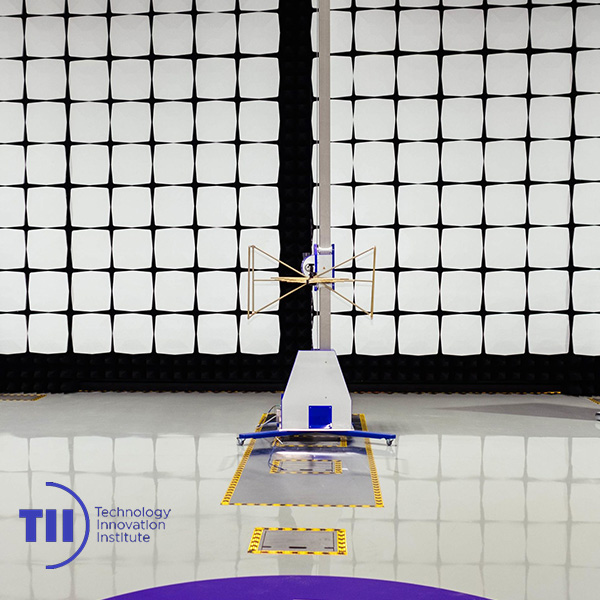
The facility is composed of three laboratories - an
- EMC semi-anechoic chamber
- A pulsed power laboratory
- Low-noise emanation laboratory.
The DERC facility enables key technologies to be evaluated against electromagnetic compatibility and interference by reproducing man-made and natural electromagnetic hazards in the pulsed power and semi-anechoic chambers.
The direct connection between the two chambers enables a diversity of experiments involving 100’s of kV nanosecond pulses and multi-megawatt microwaves systems. The laboratories have been designed to host different categories of equipment such as connected objects of the Internet of Things, drones and autonomous cars, telecommunications equipment, medical devices, automotive equipment, IT equipment and is fully automated for tests and measurements.
A unique low-noise emanation lab has been built on DERC specifications that allow for the study of very low noises emitted by electronic systems.[/vc_headings]
Dr Chaouki Kasmi

Many electromagnetic compatibility standards have been introduced over the years, making EMC a key part of the electronics design process, Dr Kasmi said. With standards now implemented and enforced globally, manufacturers have to ensure that new electronic products meet the relevant EMC standards.
“There is growing awareness that high standards of electromagnetic compatibility must be maintained. So electromagnetic compatibility must be achieved right from the start, which underscores the importance of the launch of our labs,” Dr Kasmi added.[/vc_headings]
For more information about Technology Innovation Institute (TII), visit www.tii.ae

The Climate Pledge
The Climate Pledge
Global EMC have signed up to the challenge
• Measure and report greenhouse gas emissions on a regular basis;
• Implement decarbonization strategies in line with the Paris Agreement through real business changes and innovations, including efficiency improvements, renewable energy, materials reductions, and other carbon emission elimination strategies;
• Neutralize any remaining emissions with additional, quantifiable, real, permanent, and socially-beneficial offsets to achieve net zero annual carbon emissions by 2040.[/vc_headings]
Net Zero Carbon by 2040



We’re turning the climate crisis into climate action, reaching the goals of the Paris Agreement 10 years early.
We won't get there without changing the way we do business.
1. Use wind, or solar....or both
2. Why don't you plant more trees instead of cutting them down
3. Do more sustainable farming, its a thing now.
4. Go all-electric faster, I dare you.
5. Protect my water[/vc_headings][mvc_advanced_button align="center" btn_animation="button--wayra" icon_position="right" btn_text="Learn more here" use_theme_fonts="yes" btn_icon="fas fa-angle-right" btn_url="url:https%3A%2F%2Fwww.theclimatepledge.com%2Fus%2Fen|target:_blank" btn_clr="#ffffff" btn_bg="#3dcc68" btn_hvrbg="#24823d"]

Shielded Room Faraday cage for R&D
The self-supporting enclosure was constructed using Global EMC’s “pan” type shielding solution. The high performance shielding gave the client greater than -100dB of shielding from 100 MHz to 18 GHz as tested by an independent test laboratory.
The room had a high aesthetic internal finish to provide an office style environment within the shielding. Small power, lighting, and data where all provided to make the room versatile and future proof.
The chamber also had an internally switchable "in use" light above the door to enable staff to visually see when not to enter the room during testing.[/vc_headings]


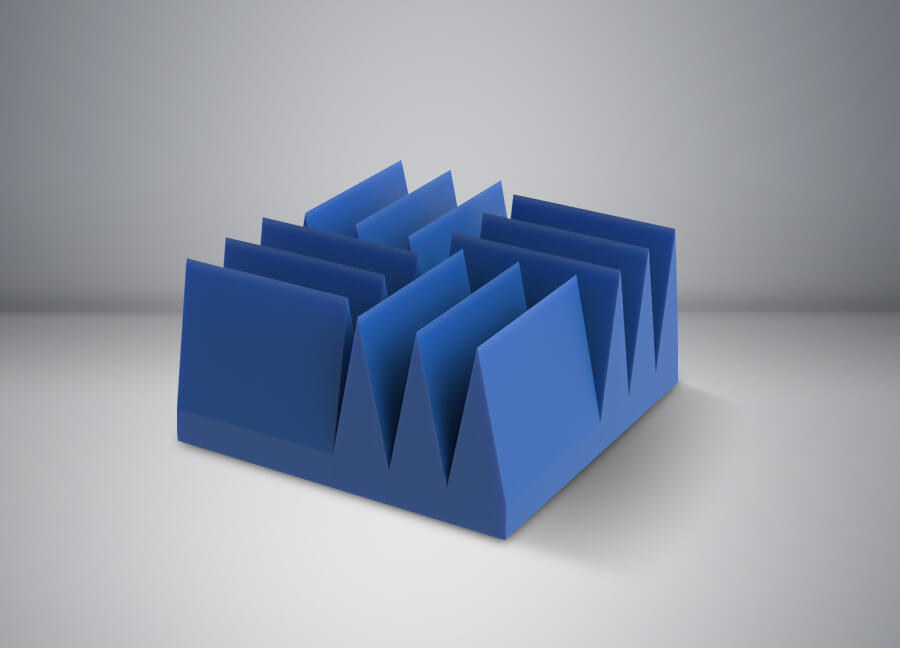
Wedge Absorber
Using the 20% mass the Wedge absorber system can save money by using smaller pyramids and the microwave performance is excellent with a return loss of -40dB at 8 x wavelength.
Global EMC’s wedge pyramid absorber gives excellent performance in compact chambers. The absorber fully complies with NRL 8093 parts I, II and III Fire safety standard.
Compatible chambers/applications: MIL-STD461G, CISPR12/25, ETSI, Radio/Low Microwave Work.[/vc_headings]
| Length (mm) | Part No. | Normal incidence return loss (-dB) | ||||||
|---|---|---|---|---|---|---|---|---|
| - | 50 MHz | 100 MHz | 300 MHz | 1000 MHz | 5 GHz | 10 GHz | ||
| 300 | GDS300-W | N/O | N/O | 18 | 30 | 35 | 40 | |
| 400 | GDS400-W | N/O | 12 | 20 | 30 | 40 | 40 | |
| 500 | GDS500-W | N/O | 17 | 25 | 32 | 40 | 40 | |
| 700 | GDS700-W | 15 | 20 | 30 | 35 | 40 | 40 | |


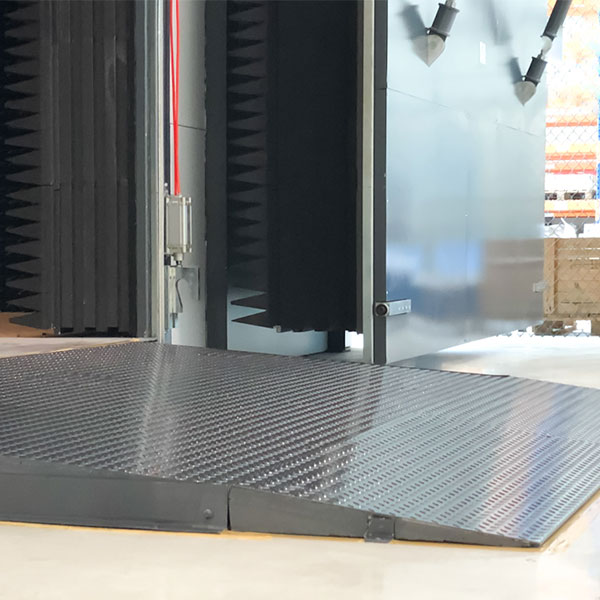
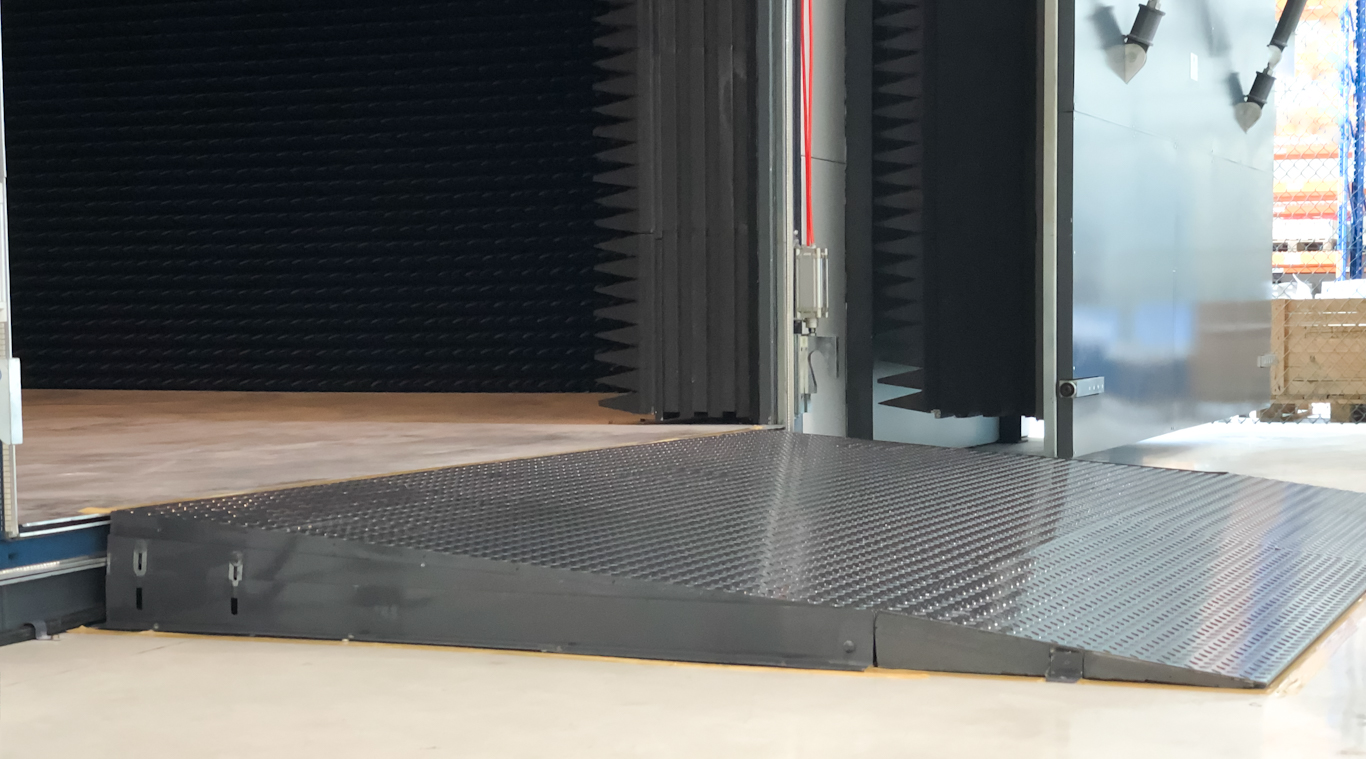
No Pit No Problem - Surface mountable ramp
The ultra low profile design is perfectly suited to allow for a minimal approach angle for vehicles to enter or exit an anechoic test chamber.
The ramp can even support the heavy weight limits of large military vehicles. Available in different dimensions to suit individual door and vehicle sizes.
Please contact info@globalemc.co.ukfor more details.[/vc_headings]

Surge Suppression Filters
The N-Type fitting is available in both Female and Male connection types. The suppression filters for 0Hz (DC) to 6000 MHz are based upon the replaceable gas discharge tube (GDT) technology and designed for RF line surge protection.
Global EMC prides ourselves on providing our clients with a complete and turnkey solution to their shielded rooms, shielded containers and Faraday cage requirements.
Using our supply chain partners Global EMC can offer Surge Suppression filters as part of the complete service we provide to all our clients.[/vc_headings]

Port 1 N female (50 Ω)
Port 2 N socket bulkhead (50Ω)
Frequency range: DC to 6 GHz
VSWR, max: <1.1
Power, max: 240W
Insertion loss: <0.2 dB Return loss > 19 dB
Materials and surfaces:
Housing material: Brass/Surface plating: Cu Zn Sn
Contacts: Bronze/Surface Au-Ag
Insulation: PTFE
Operating temperature: -40°C to +85 °C
Max. Load current 10A
Nominal discharge current 5 kA (8/20μs test x 10 – C2 Category)
Max. Discharge current 20 kA (max. withstand @ 8/20 μs)
Impulse current 1kA (2 x 10/350μs Test - D1 Category)
Protection level < 2300 V
Failsafe behaviour Short-circuit
RohS compliance Yes
Mounting: Feedthrough
Ingress protection: IP 66 (in mated condition)
Plastic tethered duct cap included
Standards: IEC 61643-21 / EN 61643-21 / UL497C / UL497E
[/vc_headings]

Shielded Rooms for Forensic Interrogation
The shielded room was designed specifically to prevent electronic devices inside the room such as mobile phones, laptops and other Sim card or WiFi enabled devices from connecting to wireless signals that are present outside of the room. Such as 5G, 4G, GSM, Bluetooth and WiFi signals.
Designed and manufactured in our facility in the United Kingdom each part of the room was made to fit the unique shape of the host building precisely.
The bespoke design fitted intrinsically into the surrounding area providing the maximum available space whilst maintaining the aesthetic qualities of an office environment.[/vc_headings]


The high performance shielding provided over -100dB of signal attenuation (over 100,000:1 reduction). This stopped any mobile phone inside the room from transmitting too, or receiving from, a source outside of the room.
The shielding stopped the mobile phone or any other Sim card enabled device from connecting to a cellular network, the internet, making a call or receiving any other type of signal from outside of the room. WiFi connectivity and Bluetooth where also prevented.
Delivered in component form and hand built onsite, provided minimal disturbance to the existing building and staff during construction. The shielding effectiveness was verified by an independent ISO 17025 test laboratory to EN50147-1 standard.[/vc_headings]
Onsite Consultancy
Specifying the correct shielded room for your requirements is simple with Global EMC. We take care of every step of the way. Onsite consultancy service including measurements, in house design and bespoke high level design drawings. All this makes choosing the right shielded room for your needs straight forward and effortless.
Electronic Devices
Suitable to effectively stop any mobile phone or Sim enabled device inside the shielded room from connecting to an external cellular or WiFi network. Independently tested and verified ensures impartial certification of our shielding effectiveness.

Made In England
The tailor made design and manufacture from high quality raw materials, manufactured by Global EMC to the unique shape of each project ensures every installation is both technically capable and aesthetically finished.
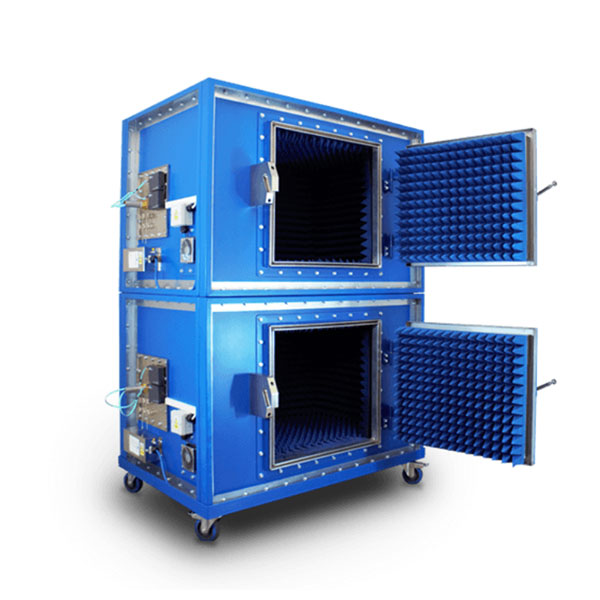
Shielded Anechoic Test Cabinets

Designed specifically to fit through a standard sized door the cabinets are transportable without needing to dis-assemble any parts.
Feature packed with filtered internal mains power sockets, Fibre waveguides, ethernet and coaxial sockets the cabinet gave the client a flexible and all-round testing environment.[/vc_headings]
• Shielded enclosure of bespoke dimensions of up to -100dB of shielding effectiveness.
• RF shielded, easy opening access door.
• Heavy duty wheels for ease of transportation.
• 2 x 1 Gigabit internal ethernet ports.
• 2 x High quality forced air fans.
• 4 x 230V AC 13A internal mains sockets.
• 1 x Fibre optic waveguide.
• Delivery and 12 month warranty included.[/vc_headings]
