MIL-STD-461 Military Test Chamber
Global EMC’s MIL-STD-461 test facility has been specifically designed for the varied and heavy-duty testing required by the military. The chamber is constructed using a self-standing steel structure and modular steel shield.
Specially designed for MIL-STD-461, Global EMC use a compact and cost-effective anechoic pyramidal absorber, bespoke to this standard. This increases the internal space within the chamber and helps reduce the overall cost.
Choose This Test Chamber For
Specially designed for the testing and analysis of radiated immunity, susceptibility and emissions of military equipment.
RTCA DO-160
RTCA DO-160 (aerospace) test procedures; a standard for the environmental testing of avionics hardware
Shield Attenuation
Fully compliant emissions testing to EN 50147-1, a BSI standard for validating shielding effectiveness.
Military Testing
Built to MIL-STD-461 standards for the control of electromagnetic interference (EMI).
This Product Features
Testing facility for performing compliant tests to MIL-STD-461 and DO-160. The chamber can be designed to test small electronic equipment to very large military vehicles. Communication and electrical equipment, armaments, aircraft equipment and vehicles are all examples of what can be tested.
The anechoic pyramidal absorber, bespoke to this standard increases the internal space within the chamber and helps reduce the overall cost. Due to the varied requirements of the equipment to be tested, all MIL-STD-461/DO-160 chambers are designed and manufactured to exact requirements.
The chamber can also be adapted to meet the requirements of DEF STAN 59-411 upon request.
MIL-STD 461 Military EMC Test Facility
MIL-STD-461
MIL-STD-461 testing ensures that products meet the stringent requirements for products used in rugged military environments. This covers, but is not limited to, the electromagnetic compatibility characteristics of equipment and systems.
Military
Specifically relating to UK defence standardisations.
EMC
Electromagnetic compatibility or EMC testing gives the manufacturer of a product the ability to demonstrate the ability of their product.
Test Facility
An EMI/RFI shielded room, using a Faraday cage principle. This is to stop unwanted signals from the ambient environment entering the chamber and causing interference whilst tests are being performed.
High-Performance Anechoic Lining
Ferrite Tiles & Absorbers – The walls and ceiling of the test chamber are precisely lined with the latest generation gapless Hybrid Pyramid absorbers and Ferrite tiles. The Pyramidal absorbers are precisely doped to ensure a smooth transition between the high performance of the Ferrite tiles at lower frequencies to the Pyramidal absorbers in higher frequencies. The “plug-in” base system of the absorbers means that individual absorber cones can be replaced if accidentally damaged during operation of the test chamber. This reduces the cost of repairs and time taken for the test chamber to become fully operational again.
Pyramidal Absorbers
Height
650mm
Part Number
RLTF-650
Minimum Dimensions
Length
Custom Size
Width
Custom Size
Height
Custom Size
Shielding Effectiveness tested to EN 50147-1
Every Global EMC anechoic chamber is provided with a Faraday cage shield. The shielded enclosure provides both an area free from external ambient signals but also protection during Immunity testing for personnel working outside the chamber.
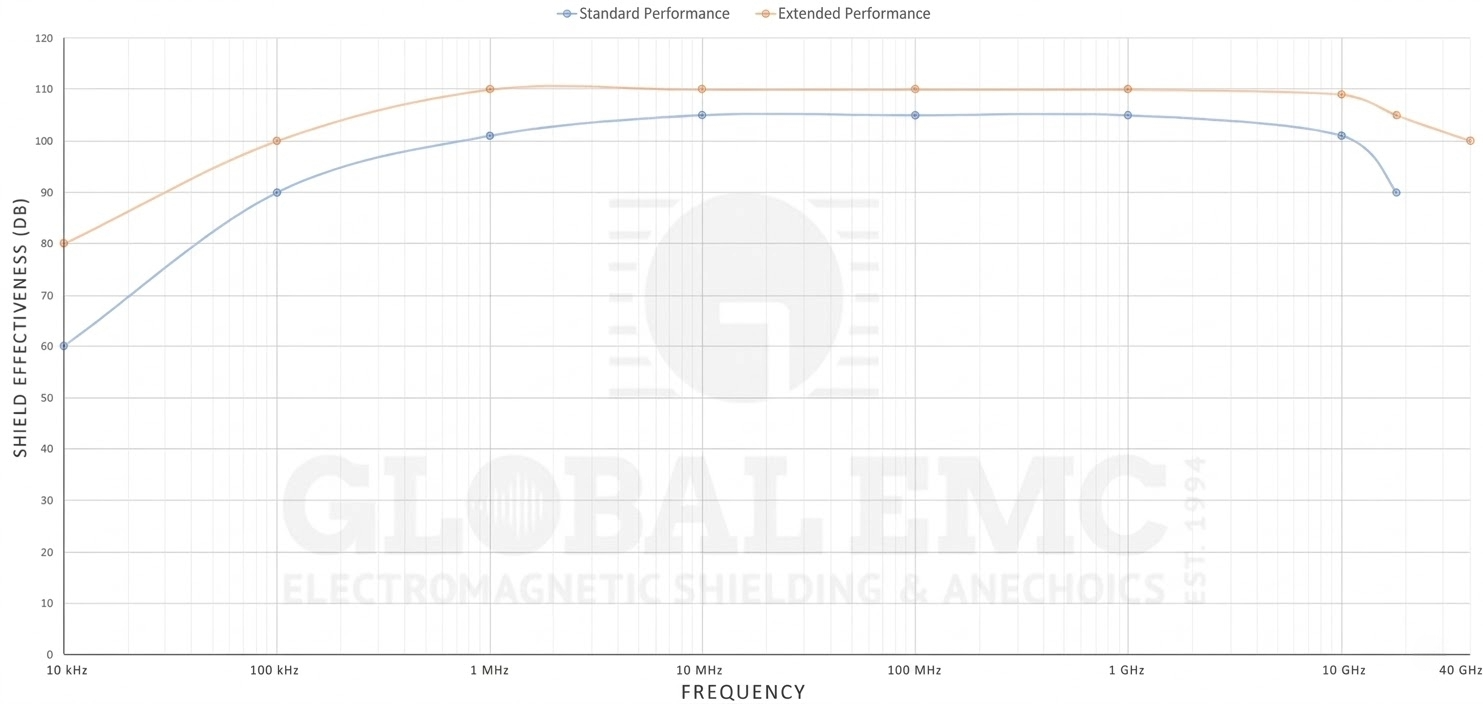
The measure of shielding performance is conventionally known as “shielding effectiveness”. 100dB in plane and microwave frequencies is generally regarded by most standards as a very high level of shielding suitable for scientific use.
Global EMC offer two levels of shielding Standard and Extended Performance. Standard performance is suitable for most shielding requirements and is typically seen in commercial testing situations. Extended Performance is usually used in high-performance Military applications along with certain high frequency needs.

Key Features
Anechoic performance to MIL-STD-461. -6dB at 80 MHz and greater than -10dB at 250 MHz.
Shield effectiveness to EN 50147-1.
1m measuring distance.
Designed and manufactured to the highest standards in Great Britain.
Bespoke solution upon request. Test facility can be configured to your exact requirements.
Industry-leading low maintenance shielded door with copper-beryllium knife-edge seals.
Penetration and static ventilation panels all as standard.
MIL-STD-461 pyramidal absorbers. (Absorber coverage as far as physically possible).
Specialist filters are available.
Conductive test bench grounded to the chamber to requirements.
Conductive test bench grounded to the chamber to requirements.
Full Specification
External DimensionsTo customer requirements*.
Shielded Pedestrian Door (Clear Opening)1000mm (W) x 2000mm (H)*
Steel StructureSelf-supporting structure to industry standards.
ShieldModular 2mm steel “pan” shield.
Honeycomb Vents4 x 300mm (W) x 300mm (H) (static air).
Penetration Panel Connectors2 x Precision N type, & 2 x Fibre.
Additional Options Include:
Mast, Fire detection, Vehicle Sliding Doors, Air conditioning (HVAC), CCTV, Test benches, Vehicle fume extraction, Whitecaps to absorbers, Lighting, Power, Turntable, Heavy floor loadings, DC Sockets, Filters & Audio communication.
*All dimensions can be altered upon request (subject to compatibility).